河南奧林斯特科技有限公司
20年非標刀具生產定制廠家
 | 咨詢熱線: 173-4480-9775(微信同號) |
河南奧林斯特科技有限公司
20年非標刀具生產定制廠家
| | 咨詢熱線: 173-4480-9775(微信同號) |

聯系人:張經理
電話:17344809775
網址:www.mlzytj.cn
郵箱:hygtool@vip.sina.com
廠區地址:新鄉市紅旗區新二街908號
經營部:新鄉市光彩大市場C區6棟59號
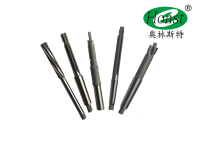
合金刀具銑刀主切削刃散布在圓柱或圓錐外表上,端面切削刃為副切削刃,銑刀的軸線垂直于被加工外表,按刀齒資料可分為高速鋼和硬質合金兩大類,多制成套式鑲齒構造,刀體資料為40Cr。
合金刀具與高速鋼銑刀相比,銑削速度較高、加工外表質量也較好,并可加工帶有硬皮和淬硬層的工件,故得到普遍應用。硬質合金面銑刀按刀片和刀齒的裝置方式不同,可分為整體式、機夾一焊接式和可轉位式三種。合金刀具主要用在立式銑床或臥式銑床上加工臺階面戰爭面,適合較大平面的加工,主偏角為90°的面銑刀可銑底部較寬的臺階面。
合金刀具用面銑刀加工平面,同時參與切削的刀齒較多,又有副切削刃的修光作用,使加工外表粗糙度值小,因而能夠用較大的切削用量,消費率較高,應用普遍。由于加工過程中所需合金刀具的減少而使整個消費過程更快捷化。零件幾何尺寸的公差只與刀具的精度有關,而不再觸及加工中心的精度,生產過程更易于管理。
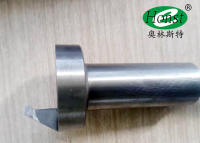
合金刀具主要采用硬質合金資料,在磨削過程中能構成刀具的切削刃幾何尺寸,同時零件的加工外表質量得到改善。合金刀具的刀槽可采用普通圓形銑刀或錐形銑刀經旋轉或被直接磨削,左旋刀具或右旋刀具都具備左旋磨削或右旋磨削的功用。用戶也能夠用剪切角刀齒中止磨削,該計劃適用于高速鋼棒料和硬質合金鋼盤焊接資料的磨削,而不適用于全硬質合金棒料的磨削。
由于焊接的鋼盤位置變換不定,在磨削前必需對其加以肯定,計算出夾緊外表上磨削的正確空間途徑,依據相關途徑肯定后角的磨削,這可確保所需的輪廓抵達高精度的磨削效果。合金刀具加工后角時,可依據需求運用杯狀砂輪、鉆尖砂輪、圓角砂輪以及柱狀砂輪等中止磨削。通常也能夠采用副刀刃沿切削刃磨削后角,另一種辦法是采用附帶一個連續的后角途徑,以轉動磨削的方式加工。